

 EN
EN



3 定义
下列定义适用于GB/T 18838的本部分。
3.1 高碳铸钢丸 一种喷射清理用的金属磨料,将熔融高碳钢通过雾化而成的丸粒形铸造加工产品。
3.2高碳铸钢砂 一种喷射清理用的金属磨料,通过破碎各种尺寸的高碳铸钢丸而成的尖锐边缘的角形颗粒。
3.3丸粒 主要形状为圆形的,其长度不大于最大颗粒宽度两倍,并且无棱边、破碎断面和其尖锐表面缺陷的颗粒。
3.4砂粒 主要形状为棱角形的,具有破碎断面和锐边,并且断面尺寸小于横截面的一半的颗粒。
3.5缺陷 磨料的空穴、缩孔、裂纹或颗粒形状不规则等,若大于等于规定的值,将会有害于磨料的性能(见表3)。
3.5.1 空穴 光滑表面的内孔,面积不大于颗粒横截面10%的内孔。
3.5.2 缩孔 具有粗糙的枝状表面或微气孔区域的内孔,面积不大于颗粒横截面的40%的内孔。
3.5.3 裂纹 线性非连续性缺陷,其长度比为3:1或更大,长度超过直径或颗粒最小尺寸的20%,并且呈放射状。
3.6 外来杂质 非磁性的,不属于磨料颗粒而混合于磨料中的任何材料或颗粒。
4. 磨料标记
高碳铸钢丸和砂应使用“磨料GB/T18838”和表示金属高碳铸钢磨料的缩写字母“M/HCS”来标识,其后标注要求购买的颗粒形状为丸粒或砂粒的符合“S”或“G”,最后标注表示要求的等级或颗粒标称尺寸的三位数字。如果磨料的硬度可以选择,则应规定要求的颗粒维氏硬度(HV)范围。
示例1:
磨料GB/T18838 M/HCS/S140
表示高碳铸钢型金属磨料,符合GB/T 18838的本部分要求,初始颗粒形状为丸粒,等级为140(即颗粒标称尺寸为1.4mm)。
示例2:
磨料GB/T 18838M/HCS/G140/570-710 HV
表示高碳铸钢型金属磨料,符合GB/T 18838的本部分要求,初始颗粒形状为砂粒,等级为140(即颗粒标称尺寸为1.4mm),硬度范围为570HV-710HV。
在订货单上标出这个完整的产品标记是必要的。
5 抽样 按GB/T 19816.1-2005的规定进行抽样。
6 高碳铸钢丸和砂磨料的要求
高碳铸钢丸和砂磨料的要求按表3的规定。
7 包装标志和批号标志
所有供应品均应按第4章规定清楚地进行标记和标识。销售单元(例如集装箱、桶、箱等)应清楚地贴有完整的产品代码标签,如果可能,还应包括硬度范围。
分包装(例如袋)应标志出颗粒的形状和等级代码。
注:建议在包装标志中,应包括能追溯到某个具体产品周期或批号的附加标志,至少在集装箱、桶、或箱等包装标志中应包括可追溯性标志。
8 制造商和供应商应提供的资料
需要时,制造商或供应商应提供试验报告,详细列出按表3中规定的方法测定有关性能的结果。
| 性能 | 要求 | 试验方法 |
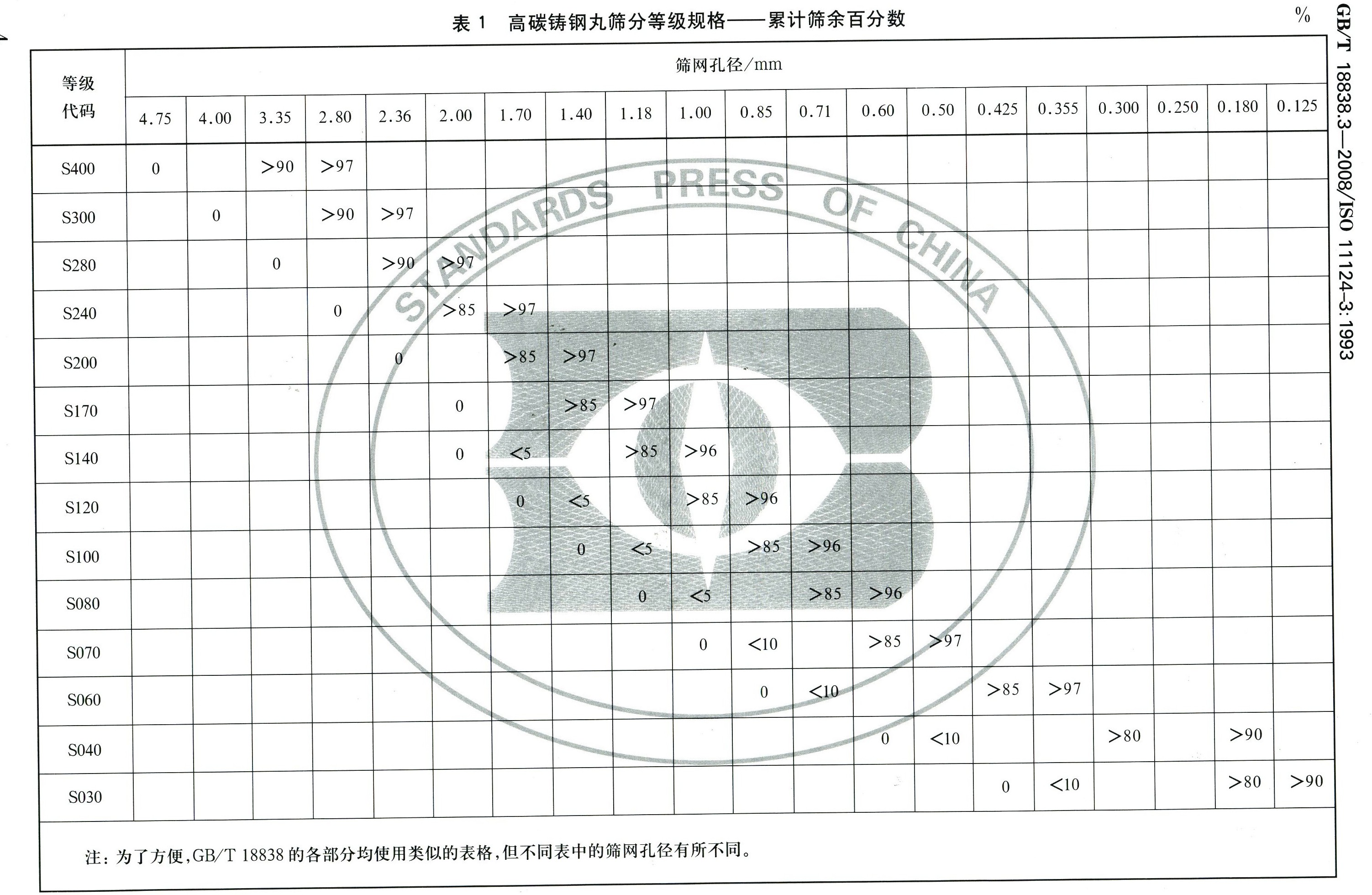
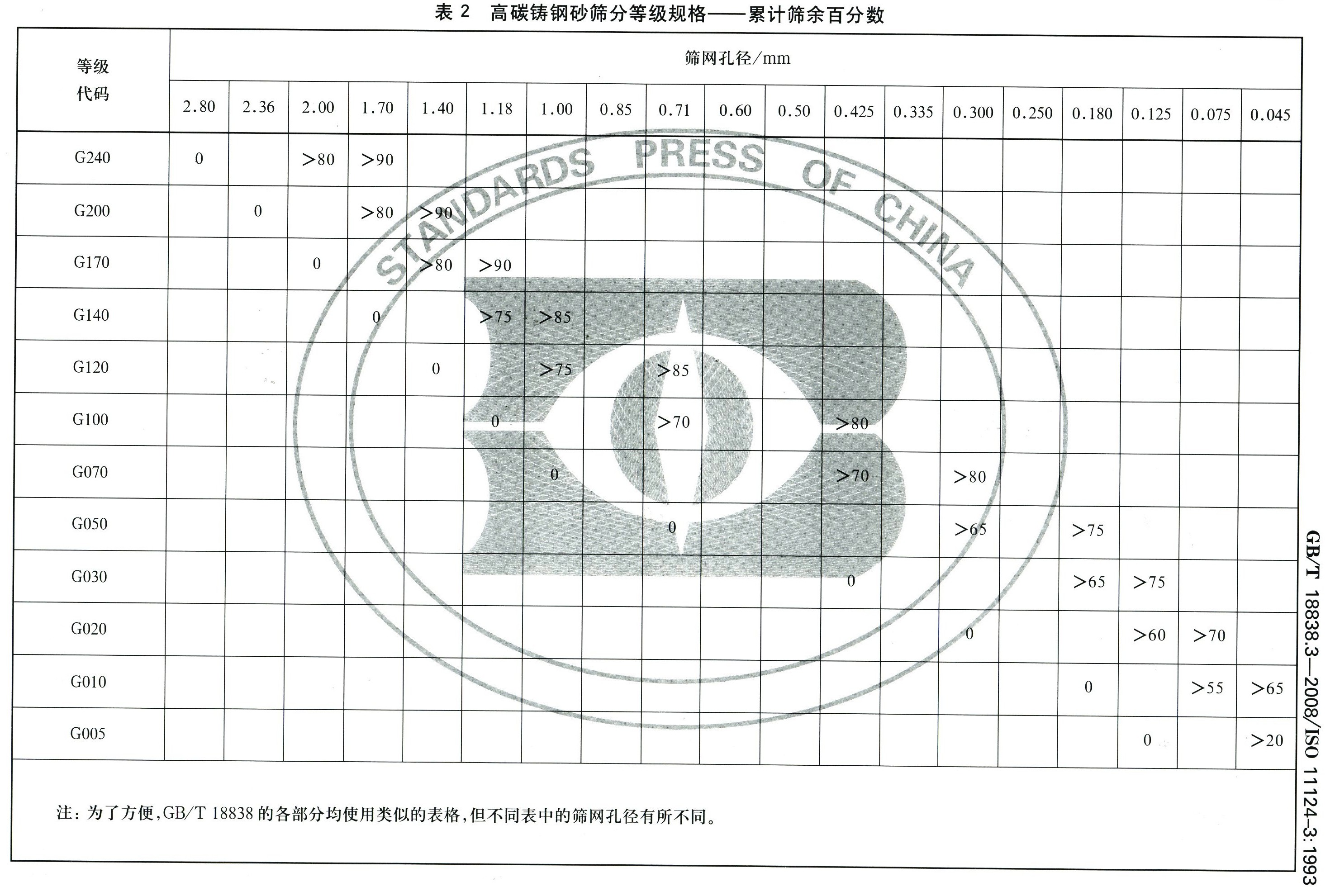
| 等级 | 见表1和表2 | GB/T 19816.2-2005 |
| 硬度 |
90%被测颗粒的硬度应在下列规定的一种范围之内: 标准硬度: 丸料:390HV-530HV 砂粒:390HV-530HV 470HV-610HV 570HV-710HV ≥700HV 特殊硬度(丸粒和砂粒):其他硬度范围可由订购方确定,但至少有90%的粒子硬度差范围约在140HV之内。 磨料有时包含一些存在于抛光样品表面下隐性的内部收缩缺陷或空穴,会引起一些不均匀硬度压痕,从而给出一个错误的硬度读数,在测试时,这些读数应舍弃 |
GB/T 19816.3-2005 |
| 表观密度 | ≥7.0x10³kg/m³(7.0kg/dm³) | GB/T 19816.4-2005 |
|
缺陷(见3.5)颗粒形状 |
被测颗粒中的缺陷颗粒数不应超过下列规定(具有一种以上下述缺陷的颗粒,在缺陷总量中只计算一次): |
GB/T 19816.5-2005
|
| a)丸粒 | 非球形颗粒不超过5% | |
| b)砂粒 | 在硬度不超过700HV的砂粒中,丸粒或超过半球形的颗粒数不超过10%,在硬度大于700HV的砂粒中,丸粒或超过半球形的颗粒数不超过5% | |
| 空穴 | ≤10% | |
| 缩孔 | ≤10% | |
| 裂纹 | ||
| a)丸粒 | ≤15% | |
| b)砂粒 | ≤40% | |
| 缺陷总量 | ||
| a)丸粒 | ≤20% | |
| b)砂粒 | ≤40% | |
| 外来杂质(包含渣子) | 质量分数不大于1% | GB/T 19816.6-2005 |
| 金相组织 |
高碳铸钢丸和砂磨料应具有均匀的马氏体和(或)贝氏体显微组织,热处理到与硬度范围一致的程度,具有细而均匀分布的碳化物和枝状晶界偏析是不希望出现的。 具有这种不希望出现的显微组织的被测颗粒数不应超过15% |
GB/T 19816.5-2005 |
| 化学成分 |
碳:质量分数为0.8%-1.2% 锰:质量分数为0.35-1.2% 硅:质量分数不小于0.4% 硫:质量分数不大于0.05% 磷:质量分数不大于0.05% 锰的含量应足够高,使所有颗粒的切面硬度达到要求 |
ISO 9556:1989 ISO:439:1982 ISO4935:1989 ISO10714:1992 |
| 含水量 |
质量分数不大于0.2% 注:重要的是高碳铸钢丸和砂磨料应在干燥的条件下提供和使用,并应储存在室内干燥的环境条件下,以防止磨料结露、锈蚀、损坏,从而变得不适合使用。 |
GB/T 19816.7-2005 |
扫二维码用手机看

